
СПЕЦИАЛЬНОЕ ПРЕДЛОЖЕНИЕ
Предприятие имеет возможность реализовать станки после капитального ремонта по техническому заданию заказачика по приемлимым ценам.
ООО "Боровичский завод деревообрабатывающих станков" имеет в наличии запасные части к станкам фирм: "Beaver", "Leadermmac", "Gubisch" по приемлемым ценам.
Изготовим другие запчасти по эскизам и образцам заказчика для всех видов деревообрабатывающего оборудования.
Срок изготовления не более 21 дня после согласования техничской документации.
Подробности в отделе маркетинга по тел.: (81664)4-65-65, (81664)4-65-99, (81664)9-02-08
E-mail: bzds@sovintel.ru; market@bzds-company.ru
Наше новое оборудование - 4-х сторонние продольно-фрезерные станки 4-х шпиндельные на литой чугунной станине для производства высококачественных погонажных изделий. Станки отличают малые габариты, низкая энергоемкость – 19 кВт, высокое качество обработки.
Мы предлагаем Дереворежущий инструмент к 4-х сторонним продольно-фрезерным станкам и заточное оборудование
Cкачать видеоролик "Продольный распил" (37,6 Мб)
Cкачать видеоролик "Профилирования бруса на 5АБ" (15,5 Мб)
Cкачать видеоролик "Обработка бруса на С25-4АБ" (108 Мб)
Капитальный ремонт любого, в т.ч. импортного, деревообрабатывающего оборудования.
Оборудованте для обработки венцовых соединений
Восстановленные высокпроизводительные станки WEINIG серии HYDROMAT
НОВИНКА: Фреза цилиндрическая с гидрозажимом
Устройство для выставления ножей мод. ИП-35 (Аналог Weinig, Wadkin, A99)
Прифуговочное устройство - Джоинтер (Jointer) Джойнтирование или достижение премиум качества погонажных изделий с помощью прифуговочного устройства на четырехсторонних станках.
ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ ВЕНЦОВЫХ СОЕДИНЕНИЙ
СТАНОК СТРОГАЛЬНЫЙ (ПРОДОЛЬНО-ФРЕЗЕРНЫЙ) ЧЕТЫРЕХСТОРОННИЙ МОДЕЛИ С25-4АБ
 |
Станок серии С25-4АБ предназначен для производства различных погонажных изделий и профилированного бруса, в том числе естественной влажности.
Отличительные особенности и комплектация:
- тяжелая литая станина, прошедшая специальную обработку, гасит любые вибрации, возникающие в процессе обработки, позволяет получить высококачественные изделия;
- высокоскоростные шпиндели повышенной точности;
- для изготовления подающих столов используется ст. 40Х (с хромом) для повышения износоустойчивости;
- механизм подачи рассредоточенного типа с верхними и нижними подающими роликами;
- шкив на валу модулей свободно перемещается, что позволяет получить 4 постоянные передачи. В сочетании с частотным преобразователем, установленным в электрошкафу и меняющим скорость вращения электродвигателя, получаемый диапазон скоростей составляет от 2 до 40 м/мин с гарантированной протяжкой любых заготовок;
- верхние подающиеся ролики оснащены механическими прижимами, что позволяет производить обработку при низких отрицательных температурах;
- подающие верхние ролики могут быть оснащены пневматической системой прижимов с плавной регулировкой силы давления, которая может регулировать давление отдельно;
- верхние подающие ролики изготовлены с рифлением «волчий зуб», что обеспечивает обработку заготовки любой влажности, при меньшем вдавливании роликов в древесину;
- система смазки стола применяется для снижения нагрузки на механизм подачи и для протяжки пиломатериала естественной влажности;
- станки оснащены системой цифровой индикации перемещения шпинделей.
Обработанный пиломатериал соответствует нижеуказанным параметрам:
- прямолинейность базовой боковой стороны обработанной заготовки не более 0,3 мм на длине 1000 мм;
- перпендикулярность боковых сторон базовой пласти обработанной заготовки не более 0,25 мм на длине 100 мм;
- равномерность толщины и ширины обработанного образца не более 0,3 мм.
| Основные технические данные и характеристики на станок мод.С25-4АБ | Параметры |
| Количество шпинделей, шт. | 4 |
| Частота вращения шпинделей, об/мин | 6000 |
| Посадочные размеры горизонтальных шпинделей, длина x диаметр, мм | 260 x 50 |
| Посадочные размеры вертикальных шпинделей, длина x диаметр, мм (в скобках – по заказу) | 230 x 50 |
| Скорость подачи, м/мин | 2-40 |
| Размеры заготовки, мм (при фрезах Ø140) | |
| - ширина | 40-260 |
| - толщина | 12-230 |
| - минимальная длина при обработке в потоке | 300 |
| - минимальная длина одиночной заготовки | 700 |
| Минимальные размеры изделия, мм (при фрезах Ø140 мм) | |
| - ширина | 40 |
| - толщина | 10 |
| Максимальный припуск при обработке цилиндрическими фрезами на 1-м шпинделе, мм | 8 |
| Максимальный припуск при обработке цилиндрическими фрезами, мм | 10 |
| Глубина профилирования, мм (на 1-м шпинделе глубина профиля max 3 мм) | 30 |
| Устанавливаемые цилиндрические фрезы, мм | Ø125…140 |
| Устанавливаемые профильные фрезы на вертикальных шпинделях, мм | Ø110…200 |
| Устанавливаемые профильные фрезы на горизонтальных шпинделях, мм | Ø110…200 |
| Мощность эл./двигателя 1-го шпинделя, кВт | 11,0 |
| Мощность эл./двигателя 2-го шпинделя, кВт | 11,0 |
| Мощность эл./двигателя 3-го шпинделя, кВт | 11,0 |
| Мощность эл./двигателя 4-го шпинделя, кВт | 11,0 |
| Мощность эл./двигателя подачи, кВт | 4,0 |
| Мощность эл./двигателя подъёма, кВт | 1.1 |
| Общая мощность станка (округлено), кВт | 49,1 |
| Диаметр выходных патрубков аспирации, мм | Ду 150 |
| Производительность требуемой аспирации, м3/ч | 4 x 2000 |
| Габаритные размеры станка, мм | |
| - длина | 4300 |
| - ширина | 1500 |
| - высота | 2000 |
| Масса станка, т | 4,6 |
| БАЗОВАЯ КОМПЛЕКТАЦИЯ: | |
| - длинный передний стол | + |
| - система смазки рабочих поверхностей столов | + |
| - цифровые отсчётные устройства; | + |
| - поддон с укрытием полиэтиленовой плёнкой | + |
| ОСНОВНЫЕ ОПЦИИ: | |
| - положение калевочного шпинделя Верх/Низ | |
| - звукоизолирующее ограждение (ЗИО) | + |
| - электродвигатели 2, 3 шпинделей по 11 кВт | |
| - электродвигатели 2, 3 шпинделей по 15 кВт | + |
| - пневматические прижимы верхних роликов | + |
Примечания:
- на нижний суппорт профильные фрезы не устанавливаются
| Комплектность | ||
| Обозначение | Наименование | Количество |
| С25-4АБ.00.000 | Станок в сборе | 1 |
Входят в комплект и стоимость станка |
||
Инструмент и принадлежности (ЗИП) |
||
| С16-1А.00.028 | Втулка | 8 |
| С16-1А.00.028-05 | Втулка | 1 |
| С25-5А.10.011-01 | Ролик | 1 |
| ИП.16.000 | Ключ | 1 |
| ИП.17.000 | Ключ | 1 |
| ИП.35.000 | Комплект колец | 4 |
| DIN468-160-V17 | Рукоятка | 1 |
| Наушники противошумные СОМ 3 ГОСТ 12.4.051-87. | 1 | |
| Пульт управления частотным преобразователем серии PR6100. | 1 | |
| ИП.112 | Линейка установки фрез | 1 |
| ОВ-31М | Виброопора | 1 |
Документация |
||
| С25-5АБ РЭ | Руководство по эксплуатации | 1 |
| Руководство по эксплуатации на преобразователь частотный серии PR6100. | 1 | |
| Сменные части и принадлежности заказываемые опциально (за дополнительную плату) | ||
| Звукоизолирующее ограждение | Защита персонала от шумовых вибраций. | 1 |
| Деревянный ящик упаковочный | 1 | |
| Электродвигатели 15 кВт | Возможность установки электродвигателей повышенной мощности на 2,3 шпинделя | комплект |
| Виброопора | Установка на фундамент | 6 |
| С25-4АБ.70.000 | Пневматическая система прижимов. Упрощение регулировки силы давления прижимных роликов. | комплект |
| Электродвигатели 7,5 кВт | Возможна установка электродвигателей пониженной мощности на любой из суппортов. | комплект |
| ИП.07.000 | Оправка цанговая правая. Возможность установки дереворежущего инструмента с посадочным диаметром 60 мм на верхний горизонтальный шпиндель. | 1 |
| ИП.07.000-02 | Оправка цанговая правая. Возможность установки дереворежущего инструмента с посадочным диаметром 60 мм на правый вертикальный шпиндель. | 1 |
| ИП.08.000-02 | Оправка цанговая левая. Возможность установки дереворежущего инструмента с посадочным диаметром 60 мм на левый вертикальный шпиндель | 1 |
| ИП.23.000-02 | Приспособление для установки ножей сборных фрез. Установка ножей в дереворежущих цилиндрических строгальных барабанах диаметром 140 мм | 1 |
| Болт 1.1.М20Х330. Ст3 ГОСТ 24379.1-80 | Болт фундаментный. Если не приобретаются виброопоры | 6 |
| Номенклатура и количество поставляемого со станком дереворежущего инструмента определяется согласно договора поставки (в том числе и цилиндрические фрезы). | ||
Станок соответствует действующим ГОСТам и ТУ для данной группы товаров, что подтверждается наличием сертификата соответствия и отметками завода изготовителя.
На поставляемое оборудование действует гарантия в течение 12 месяцев с момента проведения пусконаладочных работ заводом изготовителем или представителем завода (дилером).
Стоимость пусконаладочных работ рассчитывается под каждого клиента индивидуально.
Привод подачи
Механизм подачи заготовок приводится в движение электродвигателем (1).
Привод подачи от электродвигателя на вал модулей организован шкивом (2) на валу электродвигателя и шкивом (3) на шлицевом валу (4) модулей (5). Шкивы 2-х ступенчатые, 3-ручьевые с применением распространённых клиновых ремней А-1000 III ГОСТ 1284.1-88 (6).
Шкив на шлицевом валу модулей свободно перемещается, что позволяет получить 4 постоянные передачи. В сочетании с частотным преобразователем, установленном в электрошкафу станка и меняющим скорость вращения электродвигателя, получаемый общий диапазон скоростей составляет от 2 до 40 м/мин. Натяжение, ослабление или перестановка ремней производится путём снятия ограждения (7) и вращением резьбового винта (8).
1-я передача. 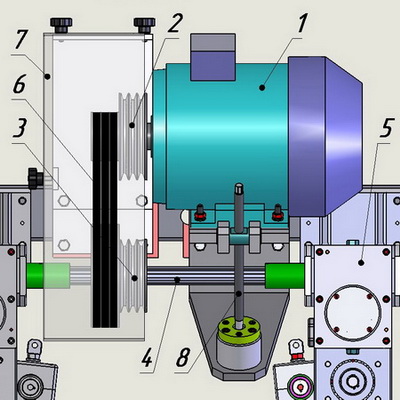 |
2-я передача.  |
3-я передача.  |
4-я передача.  |